Nei test di compatibilità elettromagnetica (EMC) i quadri elettrici sono spesso il punto in cui emergono (o nascono) i problemi: superamento dei limiti di emissioni, disturbi condotti sui cavi e malfunzionamenti durante le prove di immunità. In questo articolo raccogliamo le criticità più frequenti negli armadi elettrici industriali e i primi accorgimenti pratici per ridurre il rischio di failure in laboratorio.mettono a nudo diverse criticità legate ai quadri elettrici, al loro cablaggio, ed in generale alla loro ingegnerizzazione interna. Vediamo perché.
In un cabinet moderno convivono molte sorgenti di disturbo e molti percorsi di accoppiamento. Anche quando i singoli componenti risultano conformi come prodotti, l’integrazione (layout, cablaggio, messa a terra e interfacce verso l’esterno) può far emergere problemi EMC a livello di sistema.
Oggi la componentistica nei quadri elettrici non è più limitata a dispositivi elettromeccanici: alimentatori switching (anche numerosi), PLC e logiche di gestione della safety, switch di rete Ethernet, driver/azionamenti per motori brushless e perfino PC embedded per visione/codifica sono esempi comuni. Dal punto di vista EMC, questi elementi sono spesso le principali sorgenti di emissioni condotte e radiate e, allo stesso tempo, i primi “bersagli” sensibili durante le prove di immunità.
Un errore ricorrente è introdurre nel quadro dispositivi non nati per l’ambiente industriale (COTS/consumer), ad esempio switch di rete generici o piccoli convertitori video. Anche se “funzionano”, possono avere livelli di immunità e limiti di emissione diversi rispetto alle norme industriali: il risultato è un incremento del rischio di non conformità EMC del sistema completo.
Cablaggio. Le connessioni (fili e cavi) tra i componenti sono uno dei principali “amplificatori” dei problemi EMC: lunghezze, schermature, terminazioni e routing possono trasformare un quadro in un sistema che fallisce in emissione o immunità.
Per questo le prove EMC si eseguono sul sistema completo: la scelta del tipo di cavo (ad esempio tra driver e motore), il percorso nelle canaline, l’accoppiamento tra fasci cavi e la gestione delle lunghezze incidono direttamente sulle emissioni condotte/radiate e sulla robustezza ai disturbi.
Layout e posizionamento componenti. La disposizione interna influenza i percorsi di ritorno e gli accoppiamenti capacitivi/induttivi: dove posizionare un alimentatore switching, un filtro
EMI, un driver assi o le barre/collettori di terra non è solo una scelta meccanica, ma un punto chiave per contenere le emissioni e migliorare l’immunità.
Scelta dell’armadio (standard vs EMI). L’armadio è il contenitore e, in parte, lo schermo del sistema: giunzioni, pannelli, passacavi e modalità di chiusura determinano quanto disturbo “esce” verso l’esterno e quanto rumore entra. In funzione dell’applicazione e del budget si può optare per armadi standard o armadi EMI (più costosi) che implementano soluzioni dedicate per la tenuta EMC.
1) Emissioni condotte e radiate fuori specifica
Durante le prove è frequente osservare sforamenti dei limiti di emissione, sia condotta (su linee di alimentazione o segnali) sia radiata (cabinet e cablaggi che “irradiano” come antenne involontarie).
2) Malfunzionamenti durante le prove di immunità
Oltre alle emissioni, possono comparire comportamenti anomali durante le prove di immunità radiata e condotta (reset, blocchi, falsi allarmi su I/O, disturbi su comunicazioni).
Questi eventi richiedono analisi e rework e spesso si traducono in ritardi e costi aggiuntivi.
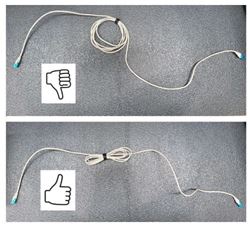
4) Gestione delle lunghezze: evitare di accorciare i cavi in eccesso facendo anelli (loop). Se necessario, richiuderli in modo “anti-induttivo” (vedere foto sotto). Idealmente, definire a progetto le lunghezze corrette e minimizzare il superfluo.
5) Routing: separare i cavi di segnale/alimentazione ausiliaria dai cavi di potenza (es. cavi motore) nelle canaline e nei passaggi. Questa semplice regola riduce l’accoppiamento indesiderato dei disturbi tra cavi di natura diversa.
Se in fase di test emergono problemi, nella maggior parte dei casi la causa si riconduce a pochi macro-temi ricorrenti: cablaggio e routing non controllati, bonding/messa a terra non efficace, filtri previsti “a posteriori” e componenti non adatti all’ambiente industriale. Integrare questi controlli già in progettazione del quadro elettrico riduce drasticamente il rischio di iterazioni e ripetizioni di prova.
Site Selector
Global
Americas
Asia
Europe
Middle East and Africa